Titanium bar delivers an unmatched strength-to-weight ratio—up to twice that of 316L stainless steel—while resisting corrosion in seawater, chlorine, and body fluids. Whether the application is an aerospace fastener certified to ASTM B348, an orthopedic implant governed by ASTM F136 and ISO 5832-3, or a deep-sea ballast housing rated for 6,000 m depth, titanium bar provides the structural integrity no other commercially viable metal can match at comparable weight.
This guide presents mechanical data, grade-by-grade comparisons, industry-specific applications, machining considerations, and answers to the most pressing procurement questions—so engineers and buyers can specify the correct bar stock from the first order.
Titanium bar stock is categorized into commercially pure (CP) grades and titanium alloy grades. The four CP grades (Grade 1–4) differ only in oxygen and iron content; alloy grades introduce elements such as aluminum and vanadium to engineer specific mechanical profiles.
Ultimate Tensile Strength (UTS): 240 MPa minimum; Yield Strength: 170 MPa minimum; Density: 4.51 g/cm³. Grade 1 bar, governed by ASTM B348 Grade 1, is the softest CP grade. It is preferred for desalination plant tubing sheets, chemical reactor liners, and architectural cladding where cold-forming is required.
UTS: 345 MPa minimum; Yield Strength: 275 MPa minimum; Elongation: 20% minimum. The most widely stocked CP grade. Applications include offshore subsea heat exchangers, marine propeller shafts, and electrochemical processing equipment. ASTM B348 Grade 2 and ISO 9001 mill certifications are standard requirements.
UTS: 550 MPa minimum; Yield Strength: 483 MPa minimum. Used in surgical implant components and high-pressure chemical piping where alloying elements must be avoided for biocompatibility or corrosion reasons.
UTS: 950 MPa minimum; Yield Strength: 880 MPa minimum; Density: 4.43 g/cm³; Fatigue Limit (10⁷ cycles): ~620 MPa. The alpha-beta alloy containing 6% aluminum and 4% vanadium. Governed by ASTM B348 Grade 5 for industrial bar and AMS 4928 for aerospace. It dominates turbine blade forgings, aircraft structural frames, racing car suspension arms, and high-cycle orthopedic stems.
UTS: 860 MPa minimum; Yield Strength: 795 MPa minimum; Oxygen content ≤ 0.13 wt%. Extra-Low Interstitial (ELI) chemistry reduces oxygen, nitrogen, and iron to improve fracture toughness and fatigue resistance in cyclic loading environments. The mandatory standard for load-bearing orthopedic implants: ASTM F136 and ISO 5832-3. Used in femoral hip stems, spinal interbody cages, and dental abutment bars.
Palladium addition (0.12–0.25%) dramatically lowers the corrosion rate in reducing acids such as hydrochloric and sulfuric. Preferred for chemical process equipment where Grade 2 would suffer crevice corrosion. Governed by ASTM B348 Grade 7.
The table below enables direct substitution analysis. All titanium values reference annealed bar per ASTM B348; 316L values reference ASTM A276 annealed bar.
| UTS (MPa) | 345 | 950 | 860 | 485 |
| Yield Strength (MPa) | 275 | 880 | 795 | 170 |
| Density (g/cm³) | 4.51 | 4.43 | 4.43 | 8.00 |
| Specific Strength (MPa·cm³/g) | 76.5 | 214.4 | 194.1 | 60.6 |
| Elastic Modulus (GPa) | 103 | 114 | 114 | 193 |
| Elongation (%) | 20 | 10 | 10 | 40 |
| Max Service Temp. (°C) | 250 | 315 | 315 | 870 |
| Corrosion in Seawater | Excellent | Excellent | Excellent | Susceptible to pitting |
Key takeaway: Grade 5 titanium bar achieves a specific strength 3.5× higher than 316L stainless steel while weighing 45% less per unit volume—a decisive advantage for weight-critical structures.
Titanium bar constitutes approximately 15–20% of structural weight in next-generation commercial aircraft. Critical applications include:
Titanium's osseointegration capability—the direct bonding to living bone without fibrous tissue interface—makes it irreplaceable in load-bearing implants. Grade 23 bar (ASTM F136, ISO 5832-3) is mandated for:
Titanium bar's corrosion rate in seawater is effectively 0.025 mm/year—versus 0.5–1.5 mm/year for 316L—making 25-year maintenance-free service cycles achievable. Key uses:
In chlor-alkali plants and wet-chemistry reactors, titanium outperforms Hastelloy at lower cost per unit volume. Specific applications include:
Formula 1 regulations permit titanium in suspension uprights, gearbox shafts, and wheel fasteners where the weight saving directly translates to lap time. Grade 5 bar machined to AMS 4928 provides a 40% weight reduction over equivalent steel components with no loss in fatigue life at the 10⁷-cycle threshold.
Titanium bar is available in round, hexagonal, square, and flat (rectangular) profiles. The following table summarizes standard stock dimensions and governing specifications.
| Round Bar | 6 mm – 300 mm | ASTM B348 | Gr.1, 2, 4, 5, 7, 23 | Shafts, fastener blanks, implant machining |
| Hexagonal Bar | 6 mm – 100 mm A/F | ASTM B348 | Gr.2, 5 | Bolt and nut production, CNC turning |
| Flat / Rectangular Bar | Thickness 3–100 mm; Width up to 300 mm | ASTM B265 (strip/sheet bar) | Gr.1, 2, 5 | Structural brackets, heat exchanger baffles |
| Aerospace Round Bar | 25 mm – 200 mm | AMS 4928 | Gr.5 (Ti-6Al-4V) | Aircraft structural components, turbine discs |
| Implant Round Bar | 10 mm – 80 mm | ASTM F136 / ISO 5832-3 | Gr.23 (Ti-6Al-4V ELI) | Orthopedic stems, spinal hardware |
Surface finish options include: hot-rolled descaled (HRD), cold-drawn bright annealed (CDBA), and centreless-ground (tolerance ±0.05 mm). Aerospace and medical applications typically mandate centreless-ground bar with mill certificate traceability to heat number.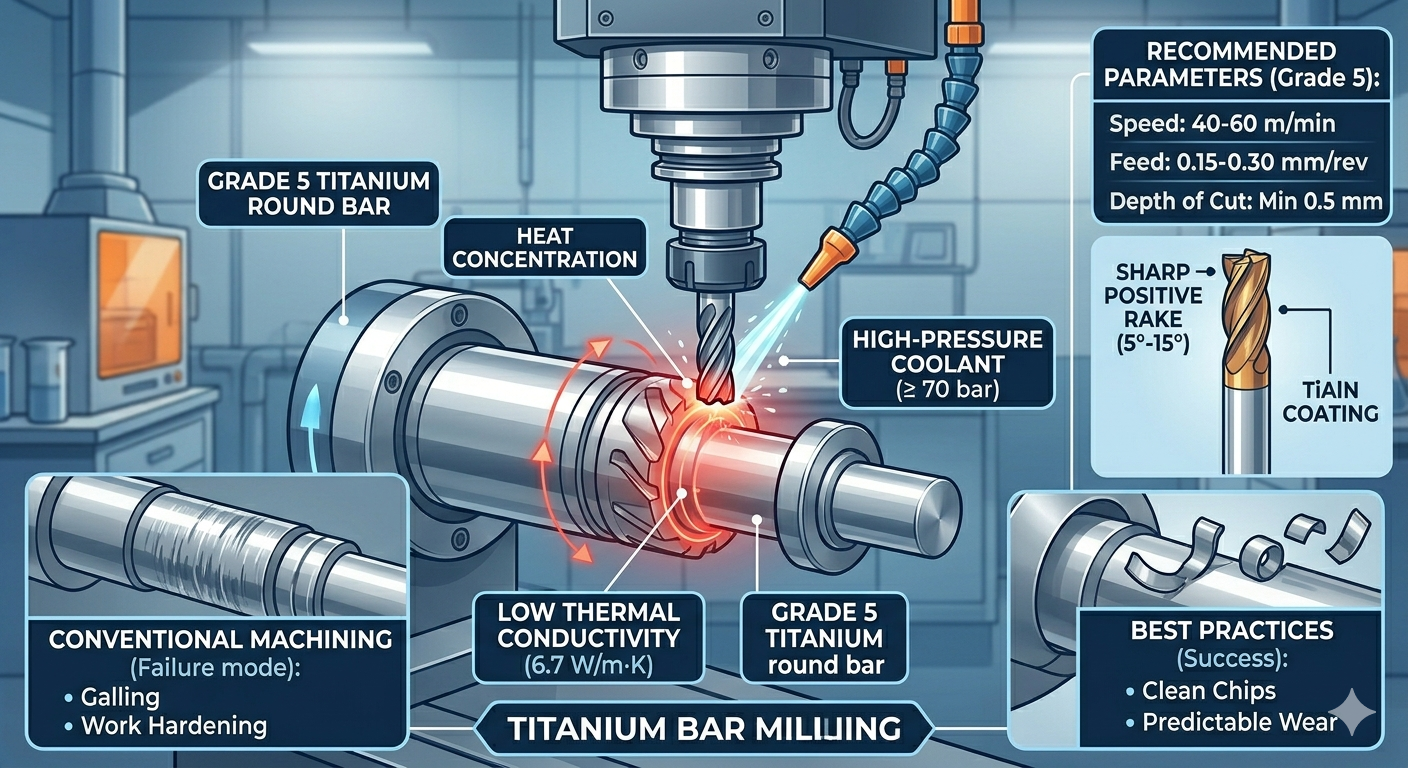
Titanium's low thermal conductivity (6.7 W/m·K for Grade 5, versus 16.3 W/m·K for 316L) causes heat to concentrate at the cutting edge rather than dissipate through the chip. Without correct process parameters, built-up edge, work-hardening, and tool galling result in rapid insert failure and dimensional rejection.
For milling Grade 5 bar, climb milling (conventional: avoided) with 3–5-flute TiAlN-coated end mills at 60–80 m/min surface speed maintains tool life above 30 minutes per edge. Drilling requires through-spindle coolant; peck-drilling cycles with 1× diameter pecks prevent chip packing and thermal seizure in deep holes.
CP grades (Grade 1–2) machine approximately 30% more easily than Grade 5 due to lower strength, but their gummy nature still requires sharp tooling and positive chip control.
Procurement of titanium bar for critical applications must specify the following documentation chain to ensure traceability and compliance:
| Maximum cold formability, low strength | Grade 1 | ASTM B348 | Lowest oxygen, highest ductility |
| General corrosion resistance, moderate strength | Grade 2 | ASTM B348 | Best balance of cost and CP performance |
| Maximum strength, aerospace / motorsport | Grade 5 | ASTM B348 / AMS 4928 | 950 MPa UTS, proven fatigue database |
| Load-bearing orthopedic implants | Grade 23 | ASTM F136 / ISO 5832-3 | ELI chemistry, superior fracture toughness |
| Reducing-acid (HCl, H₂SO₄) service | Grade 7 | ASTM B348 Grade 7 | Pd addition eliminates crevice corrosion |
| Dental implant bars (CAD/CAM milling) | Grade 4 or Grade 23 | ISO 10271 / ASTM F136 | Alloy-free option (Gr.4) or high fatigue (Gr.23) |
Grade 2 is commercially pure titanium: no alloying elements, UTS 345 MPa, excellent corrosion resistance, and easy cold formability. It is the cost-effective choice for chemical process equipment, marine heat exchangers, and medical instruments that do not carry structural loads. Grade 5 (Ti-6Al-4V) is an alpha-beta alloy with UTS 950 MPa—nearly 3× stronger—but it costs 20–30% more per kilogram and is significantly harder to machine. Choose Grade 5 whenever the component is load-bearing, fatigue-critical, or weight must be minimized. Choose Grade 2 when corrosion resistance is the primary driver and mechanical loads are low.
Three properties combine to make titanium challenging: (1) Low thermal conductivity (6.7 W/m·K) means heat cannot escape through the chip—it accumulates at the tool tip, accelerating wear; (2) High chemical reactivity at elevated temperature causes titanium to weld (gall) onto the cutting edge, producing built-up edge; (3) Work hardening—the surface hardens during each pass, so the next pass must cut below that layer. Correct management of cutting speed (≤ 60 m/min), high-pressure coolant (≥ 70 bar), sharp positive-rake tooling, and minimum 0.5 mm depth of cut resolves all three issues and gives predictable tool life.
Yes. Titanium forms a stable, inert TiO₂ oxide layer that prevents ion release into tissue. Decades of clinical evidence confirm negligible cytotoxicity and no reports of systemic allergic response—unlike nickel-containing alloys. For regulatory compliance, biocompatibility is governed by ISO 10993-1 (biological evaluation of medical devices) and ISO 10993-5 (cytotoxicity testing). Material-level conformance is confirmed by ASTM F136 (Grade 23 for implants) and ISO 5832-3. Note that some patients show sensitivity to vanadium; in those cases, vanadium-free alloys such as Ti-6Al-7Nb (ISO 5832-11) are specified instead.
Titanium bar can be welded using GTAW (TIG) welding with Grade-matched filler wire. The critical requirement is inert gas shielding: titanium absorbs oxygen, nitrogen, and hydrogen above 400 °C, causing embrittlement. This demands trailing and backing gas shields (99.999% argon), weld area cleanliness (IPA wipe, no grease), and strict inter-pass temperature control below 150 °C. Weld quality is verified per AWS D1.9 (structural titanium) or ASME Section IX (pressure equipment). Post-weld heat treatment (PWHT) at 540–600 °C in vacuum or argon is used to relieve residual stress in Grade 5 weldments.
Aluminium alloys (e.g., 7075-T6: UTS 572 MPa, density 2.81 g/cm³, specific strength ~204 MPa·cm³/g) match or slightly exceed Grade 5 titanium in specific strength at room temperature. However, titanium retains full mechanical properties to 315 °C where aluminium degrades sharply above 150 °C. Titanium also provides superior corrosion resistance without surface treatment and offers a higher fatigue threshold. The engineering choice is: aluminium for non-thermal, cost-sensitive structures; titanium for hot-section, fatigue-critical, or corrosive-environment applications where mass is also constrained.

Copyright © 2024 Changzhou Bokang Special Material Technology Co., Ltd. All Rights Reserved.
Custom Round Pure Titanium Rod Manufacturers Privacy